Control Considerations
Description of Coating Weight Control by GalvInfo Center
GalvInfo Center has put together a comprehensive training material about the various technical aspects
of the coating weight control topic. It can be well recommended to those who are interested in the subject.
Material can be found through web search: Coating Weight Control & Air Knives
Zinc Coating Control and Electromagnetic Strip Stabilizer Integration
With increasing demands for coating profile symmetry, ex. in Minimum Spot Control, Electromagnetic Strip Stabilizers are becoming more common tools in order to reach the target. The functionality of the Stabilizer is actively affecting on the strip pass line that also is an essential factor for the Zinc Coating Profile Controls. Therefore the functionalities of the stabilizer and profile control have to be well co-ordinated for a proper control result.
The main tasks for Electromagnetic Strip Stabilizers are:
- reduce the strip vibration between the Air Knives due to unbalance in pot roll system and strip flatness errors
- correct the strip profile flat between the Air Knives in order to get flat coating profile
- as an internal task the stabilizer has to reposition itself when the difference in magnetic force symmetry or load on some magnetic poles becomes too big. When repositioning also the strip pass line will change. The change of force symmetry might happen with changing strip thickness or hardness that changes the natural strip pass line. If the magnetic force symmetry is not adjusted the strip pass line could also change vigorously when deactivating the stabilizer
Some tasks of Zinc Coating Control are:
- adjusting the horizontal positions of the Air Knife, balancing and skewing, for symmetrical coating profile
- adjusting the pressures for target coating weights
- optional Stabilizer flatness control (=over compensate). This means controlling the Stabilizer actuator Position Target Offsets for the related strip segments in the level of the Stabilizer, for compensating the strip profile change between the Air Knife Lip and the Stabilizer. With increasing vertical distance there is more to compensate. Especially Stand Alone Stabilizer systems, with bigger distance to the Air Knife Lip, will benefit of this functionality. This control is based on extracting the non-linear components like crossbow etc. from the coating weight cross profile
Overlapping control conflict:
- as we can see from above the Stabilizer sometimes needs to change the position and also the strip pass line when the magnetic force loads so demand
- same pass line change happens slightly also when switching on/off the stabilizer force
- the Zinc Coating Weight Control is adjusting the balancing and skewing positions and pressure difference based on the near history of the measured coating weight profiles, and is not expecting the pass line disturbance. If it’s not well informed, it will continue on the old track until it settles to the new measured profile information after measurement dead length and active integration length
- based on this control conflict one seldom sees that the Stabilizer and coating weight position controls are activated simultaneously. This practically means changing the tireless and accurate automatic coating profile control to not so frequent manual coating profile control
Integration of Zinc Coating Control and Strip Stabilizer:
- the control functionalities of the coating weight control and Stabilizer can be integrated in such a way that they are not disturbing but supporting each other in feed forward mode. Actual data of the Stabilizer is sent continuous by telegram to the coating weight controller that practically then makes the control integration
- the information from the Stabilizer is taken immediately into the coating weight control, so that the profile control can continue without switch off or waiting time after having observed the change in the Stabilizer data
Air Knife Mounted Stabilizer System:
- on Air Knife mounted Stabilizers the movements of the Air Knives bellow must additionally be compensated in order to keep the Stabilizer in the target position. This happens with the four position actuators of the Stabilizer
There are two control integration modes available:
- in option A, both the Stabilizer load force repositioning and the base compensation movements are seamlessly synchronised together with the Air Knife movements by the Coating Weight Control system. It also includes the Stabilizer Skewing leading into optimal magnet actuator power usage. It gives the best coating weight guarantee values and operator experience, BAT for the Air Knife mounted Stabilizers
-in option B, Stand Alone Stabilizers do the Stabilizer position movements. If used with Air Knife mounted Stabilizers for some reason, there might be some challenges with the movement synchronization and the coating stability
When looking for a Zinc Coating Control to work in combination with Strip Stabilizer, Air Knife Integrated or Stand Alone type, one should look that the integration is realised deep into the coating profile control loops instead of just switching off the controls when the strip stabilizer is in use.
With increasing demands for coating profile symmetry, ex. in Minimum Spot Control, Electromagnetic Strip Stabilizers are becoming more common tools in order to reach the target. The functionality of the Stabilizer is actively affecting on the strip pass line that also is an essential factor for the Zinc Coating Profile Controls. Therefore the functionalities of the stabilizer and profile control have to be well co-ordinated for a proper control result.
The main tasks for Electromagnetic Strip Stabilizers are:
- reduce the strip vibration between the Air Knives due to unbalance in pot roll system and strip flatness errors
- correct the strip profile flat between the Air Knives in order to get flat coating profile
- as an internal task the stabilizer has to reposition itself when the difference in magnetic force symmetry or load on some magnetic poles becomes too big. When repositioning also the strip pass line will change. The change of force symmetry might happen with changing strip thickness or hardness that changes the natural strip pass line. If the magnetic force symmetry is not adjusted the strip pass line could also change vigorously when deactivating the stabilizer
Some tasks of Zinc Coating Control are:
- adjusting the horizontal positions of the Air Knife, balancing and skewing, for symmetrical coating profile
- adjusting the pressures for target coating weights
- optional Stabilizer flatness control (=over compensate). This means controlling the Stabilizer actuator Position Target Offsets for the related strip segments in the level of the Stabilizer, for compensating the strip profile change between the Air Knife Lip and the Stabilizer. With increasing vertical distance there is more to compensate. Especially Stand Alone Stabilizer systems, with bigger distance to the Air Knife Lip, will benefit of this functionality. This control is based on extracting the non-linear components like crossbow etc. from the coating weight cross profile
Overlapping control conflict:
- as we can see from above the Stabilizer sometimes needs to change the position and also the strip pass line when the magnetic force loads so demand
- same pass line change happens slightly also when switching on/off the stabilizer force
- the Zinc Coating Weight Control is adjusting the balancing and skewing positions and pressure difference based on the near history of the measured coating weight profiles, and is not expecting the pass line disturbance. If it’s not well informed, it will continue on the old track until it settles to the new measured profile information after measurement dead length and active integration length
- based on this control conflict one seldom sees that the Stabilizer and coating weight position controls are activated simultaneously. This practically means changing the tireless and accurate automatic coating profile control to not so frequent manual coating profile control
Integration of Zinc Coating Control and Strip Stabilizer:
- the control functionalities of the coating weight control and Stabilizer can be integrated in such a way that they are not disturbing but supporting each other in feed forward mode. Actual data of the Stabilizer is sent continuous by telegram to the coating weight controller that practically then makes the control integration
- the information from the Stabilizer is taken immediately into the coating weight control, so that the profile control can continue without switch off or waiting time after having observed the change in the Stabilizer data
Air Knife Mounted Stabilizer System:
- on Air Knife mounted Stabilizers the movements of the Air Knives bellow must additionally be compensated in order to keep the Stabilizer in the target position. This happens with the four position actuators of the Stabilizer
There are two control integration modes available:
- in option A, both the Stabilizer load force repositioning and the base compensation movements are seamlessly synchronised together with the Air Knife movements by the Coating Weight Control system. It also includes the Stabilizer Skewing leading into optimal magnet actuator power usage. It gives the best coating weight guarantee values and operator experience, BAT for the Air Knife mounted Stabilizers
-in option B, Stand Alone Stabilizers do the Stabilizer position movements. If used with Air Knife mounted Stabilizers for some reason, there might be some challenges with the movement synchronization and the coating stability
When looking for a Zinc Coating Control to work in combination with Strip Stabilizer, Air Knife Integrated or Stand Alone type, one should look that the integration is realised deep into the coating profile control loops instead of just switching off the controls when the strip stabilizer is in use.
Basic pressure control
The Basic Pressure Control has an increasing important role in the Zinc Coating Control. The modern Coating Weight Control systems require better Basic pressure accuracy compared to the manual controlling of coating weight. Continuous smooth change of pressure without hysteresis is needed often when speed is slowly changing because of the oven model or other changes.
Depending on the working point the effect of 1 mbar may have a big effect in the coating weight.
Example:
Coating Speed Distance Pressure Effect on coating
g/m2/side m/min mm mbar g/m2 / mbar
54 125 11 322 0.13
143 49 12 29 3.8
The dynamic response in pressure step changes should be fast to achieve the needed new pressure value and hence the target coating layer thickness.
In advanced systems 300 mbar step change might take some 6 seconds depending on the blower ramp. Older control systems need much more time. This time is deciding the minimum length of the strip for the coating change if there is not other methods in use like distance control during the transition period.
Steady state accuracy is needed for the most of the production time. The importance of accuracy for tight thickness control is often underestimated. The additional Excess Coating Weight Target can be reduced when the accuracy of the Basic Pressure Control is better. Lack of the steady state accuracy is one of the reasons why thick materials are challenging to control.
The Nixie Basic Pressure Control can be configured according to any available pipeline arrangement. Change over from one arrangement or wiping media to another can be done during line run in fly. The change is smooth and fast. This is useful feature for ex. testing the difference between Air and Nitrogen on the coating surface quality. The Top and Bottom side can also have different wiping media.
For emergency cases like losing one Blower or an Air Knife valve/controller the controlling will continue in another control configuration as long as there is at least one actuator to control with.
When the available air knife pressure control is not the very best or the coating weight accuracy demand is high, the basic pressure actuator control can be added to the Zinc Coating Control System as an option. This option is specially dedicated to the automatic coating weight control.
The actuator signals are included in the telegrams between the air knife automation and Zinc Coating Control System. This way it is easy to switch between the original and extern basic pressure control.
In the diagram below is the logical arrangements of the Basic Pressure Control option
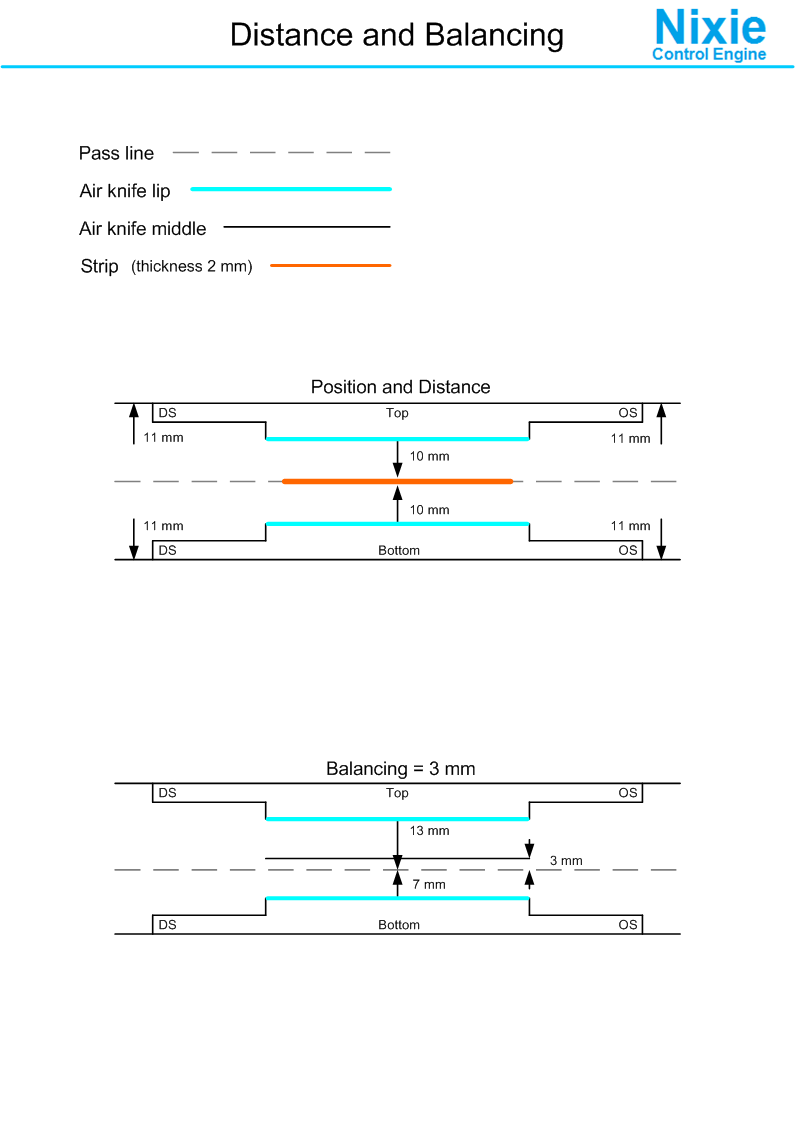
Definition Distance and Balancing
In the diagram below is the definition of air knife to strip distance and balancing.
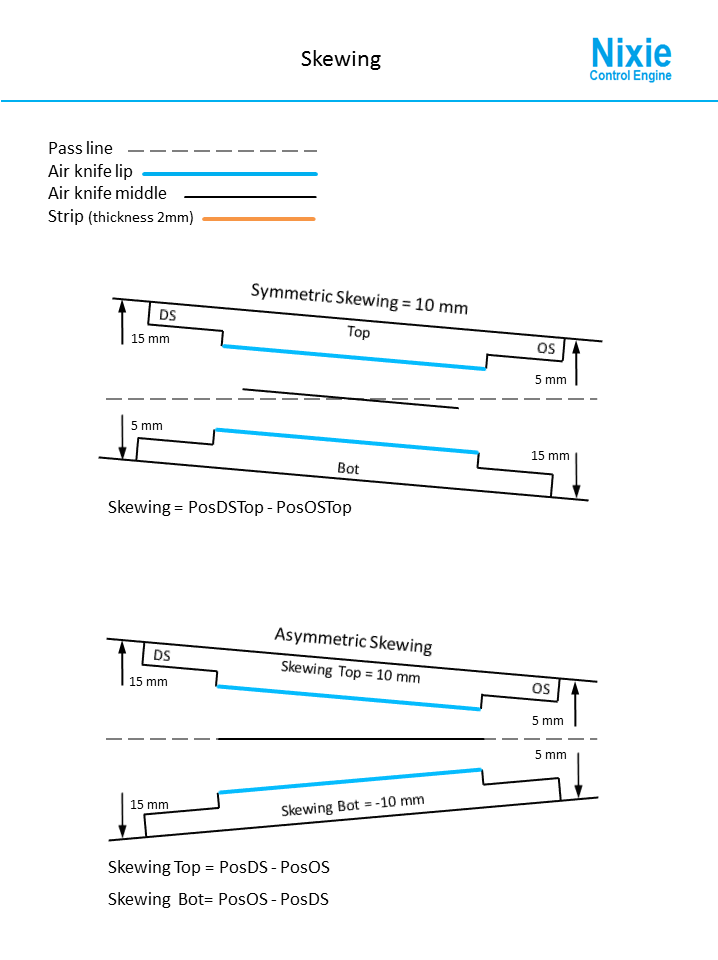
Definition Skewing
In the diagram below is the definition of symmetric and asymmetric skewing.